Ultrasoinu-tronpaUltrasoinuen teknologiaren alderdirik sakonenetako bat da.Diseinu eta garapen esperientzia HAINBAT URTE IZAN, uste dugu irmoki proba eta kalitate kontrol zorrotzen bidez bakarrik ekoitzi dezakegula onena. soldadura buruas.Gure ingeniariek buruaren ezaugarri akustikoak eta konbinazio perfektuko ezaugarri mekanikoak soldatuko dituzte, produktuen bezeroen beharretara gehien bat diseinatuko dute,ultrasoinu moldeafuntsezko parametroa da, ultrasoinu-moldearen anplitudearen parametroa ere oso garrantzitsua da praktikan!
Moldearen anplitudeaparametroen diseinua: soldadurarako materialen anplitudea funtsezko parametroa da, ferrokromoaren tenperaturaren baliokidea, tenperatura ez da fusiora iritsiko, tenperatura altuegia da lehengaiak erre egingo ditu edo egitura kalteak eta indarra hondatzea ekarriko du.Transduktorearen aukera desberdina dela eta, transduktorearen irteeraren anplitudea anplitudearen eta soldadura-buruaren proportzio aldakor desberdina egokitu ondoren, soldadura-buruaren anplitudea zuzentzeko gai da eskakizunetara egokitzeko, normalean transduktorearen irteerako anplitudea 10-20rako. mikra, eta lan-anplitudea, oro har, 30 mikra ingurukoa, eta soldadura-buruaren anplitude-aldaketa anplitudearekin eta soldadura-buru baten formarekin baino, eremuaren erlazioa eta beste faktore batzuk baino lehen eta ondoren, forma, hala nola anplitude esponentziala aldakuntza, funtzionala. anplitudearen aldakuntzak, eskailera motako anplitudearen aldakuntzak, etab.ek eragin handia dute ratioan, proportzionala proportzionala da proportzio osoaren aurretik eta ondoren.Desberdina aukeratzen baduzuultrasoinu bidezko soldadura makina, modurik errazena soldadura-buruaren proportzioaren arabera egitea da, anplitude-parametroaren egonkortasuna bermatu dezakeena.

Moldearen maiztasun parametroen diseinua:Ultrasoinu-soldatzaileamaiztasun zentral bat dute, hala nola 20KHz, 40khz, etab. Lan-maiztasunasoldatzeko makinakTransduktore, Booster eta Horn-en erresonantzia mekanikoaren maiztasunak zehazten du batez ere.Sorgailuaren maiztasuna erresonantzia mekanikoaren maiztasunaren arabera doitzen da berdina lortzeko.Thesoldadura buruaerresonantzia-egoeran lan egiteko egina dago, eta zati bakoitza uhin-luzera eta erdiko erresonatzaile gisa diseinatuta dago.Sorgailuak zein erresonantzia mekanikoko maiztasunak lan-esparru erresonantea dute, esate baterako, ±0,5 KHz-eko ezarpen orokorra, zeinaren barruan soldadura-makinak normalean lan egin dezakeen.Soldadura-buru bakoitza egitean, erresonantzia-maiztasuna egokituko da, eta erresonantzia-maiztasunaren eta diseinu-maiztasunaren arteko errorea 0,1 kHz baino txikiagoa izan behar da.Adibidez, 20KHz-ko soldadura-burua, soldadura-buruaren maiztasuna 19.90-20.10khz-en kontrolatuko da eta errorea 5 ‰ da.
Moldearen bibrazio-nodoen diseinua:soldadura-burua eta lub-hastada uhin-luzera erdiko erresonatzaile gisa diseinatuta daude, lan-maiztasunarekin.Lan-egoeran, bi muturreko aurpegien anplitudea handiena da eta tentsioa txikiena da, erdiko posizioaren baliokide den nodoak anplitude zero eta tentsio maximoa du.Nodo finkoaren posizioaren diseinu orokorra, baina normalean diseinuaren lodieraren posizio finkoa 3 mm baino handiagoa da, edo zirrikitu finkoa da, beraz, posizio finkoa ez da zero anplitudea izan behar, honek dei batzuk ekarriko ditu eta energiaren zati bat. galera, soinurako normalean gomazko eraztun batekin beste zatiekin, edo soinu isolatzailearekin blindatzeko materialekin. Energia-galera kontuan hartzen da trokelaren anplitude-parametroak diseinatzerakoan.
10 urte baino gehiago salmenta, makina doitzeko eta soldadura esperientzia, hainbat ekipamendu eta plastikozko soldadura ezberdinen ezaugarriak ezagutzen, errematxatze ezaugarriak, diseinu zehatza moldearen anplitudea;Ohiko probako soldadura-molde asko daude, bezeroei probako soldadura-esperimentuak eskain diezazkiekete eta soldadura emaitza zehatzak eman ditzaketenak.
Maiztasunaz:Akatsak daude transduktorearen maiztasunean eta ekipo bakoitzaren koipe-haxlan, eta sintonizazio-barrutia, oro har, -0,6+0,1khz-en barruan dago.Hori dela eta, produktuak maiztasun estandarraren arabera egiten ditugu ken 0.25khz bezeroak maiztasuna zehazten ez duenean.Adibidez, guk egiten dugun 15KHZ moldearen maiztasuna 14,75khz-koa da.20KHZ-ren maiztasuna 19.75khz-koa da, beraz, edozein fabrikatzaileren ekipamendua erabil daiteke;Moldeak akats minimoekin askotan egiten direla bermatzen dugu, eta, horrela, moldeak ordeztu daitezke ekipoaren maiztasuna berriro sintonizatu beharrik gabe edo doikuntza txiki bat besterik ez.
Anplitudea:0,77um 0,56um 0,40um 0,35um 0,30um 0,25um (aurreko elementuaren maiztasunari dagokion txandaka)
Anplitudeari buruz:ekipo bakoitzaren errendimendua irregularra denez, onak eta txarrak daude, bezeroek erabiltzen dituzten ekipoen errendimenduaren eta soldadura produktuaren materialaren arabera anplitude egokia egingo dugu;
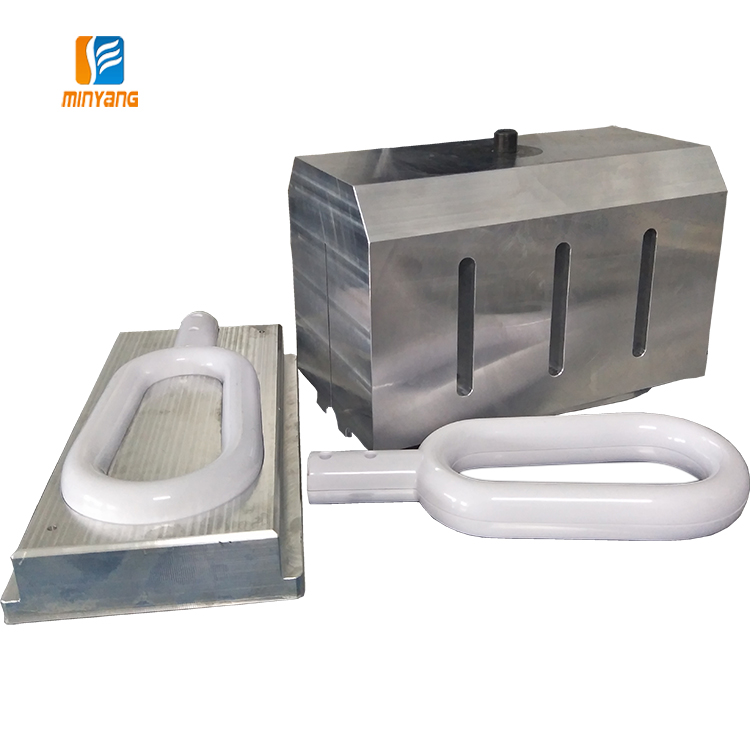
Mingyang ULTRASONIC EQUIPMENT CO., Ltd.Ultrasoinu ekipamendu/diseinu/ultrasoinu moldeen lankidetza-enpresen I+G, fabrikazioa, salmenta profesionala da.Kalitatea hobetzeko, 5 CNC ordenagailu grabatzeko makina erosi genituen, eta moldatzeko denbora-zikloa laburtu genuen soldadura-buruaren diseinua eta ekoizpena denbora nahiko laburrean osatzeko.Orain, hainbat zehaztapen estandarren eskala handiko ekoizpenaz eta dagokion soldadura-buruaren ekoizpenaz gain, konpainiak soldadura-burua (HORN) diseinu eta ekoizpen-tailer bat du, urte askotako maisuen soldadura-buruen ekoizpenean aritzen dira.Forma ezberdinen arabera, eskakizun ezberdinen arabera, Estatu Batuetako aluminiozko aleazio materialak inportatutakoak erabiliz, itxura ederra, iraunkorra, bezeroek ondo harrera.
Argitalpenaren ordua: 2022-06-06