Soldadura prozesuan zeharultrasoinu-soldatzailea, sistema akustikorako seinale elektrikoaren sarrera azkar aldatzen da eta maiztasun-aldakuntza-esparrua zabala da.Neurketa-abiadura eta zehaztasuna hobetzeko, lehenik, txipa erantzun azkarreko abiadura hautatzeko neurriak hartzen dira, eta osagaiaren denbora-konstantea eta txiparen zirkuitu periferikoaren iragazki-lotura 0,2 ms baino txikiagoa izatea kontrolatzen da. , sistemaren erantzun-denbora osoa 2 ms baino txikiagoa dela ziurtatzeko eta azkar aldatzen den seinale elektrikoa detektatzeko eskaria asetzeko.Sistemaren maiztasun-banda zabaleko anplitude eta maiztasun-ezaugarrien eskakizuna bermatzeko, RCK motako erresistentzia zehaztasun handiko eta egonkortasun handiko aukeratzen da, parasito-induktantzia eta kapazitate minimoa duena.Op-amp osagaiak 10etik gorako begizta irekiko handitzearekin eta 10etik beherako begizta itxiko handipenarekin hautatuko dira. Modu honetan, anplitude-maiztasun kurba laua lor daiteke 0 ~ 20 kHz ± 3 kHz-tik.Jarraian modulu funtzional bakoitzaren deskribapen laburra da.
1.1 Tentsio RMSaren Vrms-en neurketa
Artikulu honetan garatutako proba-ekipoak tentsio-seinale sinusoidala neur dezakete 0 ~ 1 000 V-ko RMS-ko distortsioarekin eta 20 kHz±3 kHz-ko maiztasunarekin.Sarrerako tentsioa seinale bidez ateratzen da, RMS balioa AC/DC bihurtzen da eta, ondoren, proportzionalki doitzen da irteerako bi kanaletan.Kanal bat probagailuaren aurreko panelean dagoen 3 biteko neurgailu erdi-digitalaren burura hornitzen da, 0-1 000 V-ko tentsioaren RMS balioa zuzenean bistaratzen duena.Besteak 0 ~ 10 V-ko tentsio seinale analogikoa ateratzen du probagailuaren atzeko panelaren bidez, ordenagailuak datuak eskuratzeko eta aztertzeko.
Tentsio-seinalea tentsio-transformadorearen bidez, Hall elementuen sentsorearen bidez edo bihurketa fotoelektrikoaren gailuaren bidez atera daiteke.Metodo hauek
Isolamendua ona den arren, uhin-formaren distortsio-maila desberdinak eta fase-aldaketa gehigarria sortuko du 20 kHz-ko seinale elektrikoarentzat, eta horrek zaildu egiten du potentzia-neurketaren zehaztasuna eta fase-angelua neurtzea.Artikulu honek anplifikadorea proportzionala ERABILTZEN DU tentsio-seinalearen prozesamendurako, anplifikadorearen sarrerako erresistentzia 5. 1 M Ψ erabiliz, alderdi honek sarrerako seinalearen atenuazioa, presio altuko babesa ondorengo zirkuituetarako eta anplifikadorearen sarrerako inpedantziaren ondorioz askoz gainditzen du. Ultrasoinu-sorgailuaren seinale iturriaren erresistentzia, ultrasoinu-sorgailuaren lan-egoerak ez du eraginik.
AD637 tentsio RMS neurtzeko erabiltzen da.AC-DC RMS bihurgailu bat da, gorako bihurketa zehaztasun handikoa eta maiztasun banda zabala duena, eta bihurketa uhin formatik independentea da.Benetako RMS bihurgailu bat da.Gehienezko errorea % 1 ingurukoa da.Uhin-formaren faktorea 1 ~ 2 denean, ez da errore gehigarririk sortzen.
1.2 Korronte balio eraginkorra neurtzea
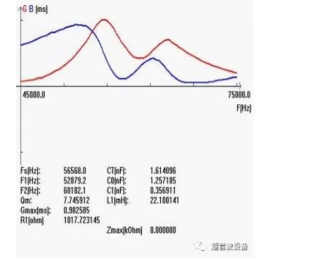
Artikulu honetan garatutako egungo RMS detektatzeko zirkuituak korronte seinalea detektatu dezake 0 ~ 2 A, 20 kHz ± 3 kHz-ko distortsio sinusoidalarekin.FIG-ko ultrasoinu-sorgailuaren karga-begizlari seriean konektatutako laginketa-erresistentzia estandarra hartuz.1, korrontea lehenik tentsio-seinale proportzionala bihurtzen da.Laginketa-erresistentzia gailu erresistente hutsa denez, ez du egungo uhin-formaren distortsiorik edo fase-aldaketa gehigarririk ekarriko, neurketaren zehaztasuna bermatzeko.Korrontearekiko proportzionala den tentsio-seinalea tentsio-seinale analogikoa bihurtzen da AD637 RMS AC-DC bihurgailuaren bidez, neurgailu digitalaren burura eta ordenagailura bi modutan ateratzen dena.Bihurtze-printzipioa RMS tentsio-konbertsioaren berdina da.

1.3 Potentzia aktiboaren neurketa
Potentzia aktiboa neurtzeko seinalea tentsio eta korronte RMS neurtzeko moduluan dagoen tentsio atenuatutik eta I/V eraldatutako seinaletik dator.Potentzia neurtzeko moduluaren muina AD534 biderkatzaile analogikoa eta iragazki zirkuitua da.Berehalako tentsioa korronte-fluxuaren biderkatzaileaz biderkatu ondoren, maiztasun handiko osagaia iragazten da benetako potentzia aktiboa lortzeko.
1. 4 Korrontearen eta tentsioaren arteko fase-diferentziaren neurketa
Ultrasoinu-transduktorearen sarrerako tentsioaren eta korrontearen arteko fase-diferentzia neurtzen da sarrerako tentsioa eta korronte-seinaleak uhin karratuetan konformatuz, zero-gurutzatutako konparagailu baten bidez, eta, ondoren, fase-diferentzia sintetizatuz XOR prozesamendu logikoaren bidez.Tentsioaren eta korrontearen arteko fase-aldea ez ezik, berunaren eta atzerapenaren arteko aldea ere badago, Ming Yang-ek denbora-zirkuitu bat ere diseinatu zuen beruna eta atzerapena identifikatzeko.Beharrik baduzu jar zaitez gurekin harremanetan.
1.5 Maiztasunaren neurketa
Frekuentzia neurtzeko moduluak txip bakarreko mikroordenagailu 8051 hartzen du, kristalen maiztasun estandarra erabiliz, kristal pultsuen seinalearen zenbaketa seinale-epe jakin batean, 1 ms-ko epean gauzatu daiteke, maiztasuna 20 kHz da, errorea ez da 2 Hz baino gehiago.Maiztasunaren neurketaren emaitzak 16 biteko zenbaki bitarren bidez ateratzen dira, ordenagailuaren I/O txartelean sartzen dira eta software programazioaren bidez maiztasun errealeko balio hamartar bihurtzen dira.

Ultrasoinu plastikozko soldadura berehalako eta presiopean burutzen da, eta soldadura prozesuak eragin azkar, konplexu, zaila eta parametro anitzeko ezaugarriak erakusten ditu.Soldadura bitartean eta ondoren, tentsio eta deformazio nabarmenak (soldaduraren hondar-deformazioa, soldaketaren uzkurdura, soldadura deformazioa) sortuko dira, eta soldadura-prozesuan sortutako tentsio dinamikoa eta soldadura-hondar-esfortzua, baina piezaren deformazioan eta soldadura-akatsetan ere eragiten dute.
Pieza-egituraren soldagarritasunari eta haustura-indarrari, nekearen indarrari, erresistentziari, bibrazio-ezaugarriei eta abarrei eragiten die.Batez ere, soldadura piezaren mekanizazioaren zehaztasunari eta dimentsio-egonkortasunari eragiten dio.Soldadura-tentsio termikoaren eta deformazioaren arazoa oso zaila da, aurreikuspenik gabe, ezin da soldaketaren eragina osorik aurreikusten eta aztertu soldatzaile osoaren propietate mekanikoetan, eta soldadura-kalitatea objektiboki ebaluatu.Aldi berean, datu garrantzitsu asko, hots, eragina, ezin dira zuzenean neurtu ohiko metodoekin.
I+G, ekoizpen eta salmenta profesionalak garaultrasoinu bidezko soldadura makina, maiztasun handiko soldadura makina, metalak soldatzeko makina, Ultrasoinu sorgailuafabrika.Pozik gaude gure ultrasoinuen laguntza teknikoa eta ultrasoinu kasuen esperientzia partekatzeko.Kontsultatu beharreko proiekturen bat baduzu, esan iezaguzu zure produktuen materiala eta tamaina.Doako ultrasoinu bidezko soldadura programa bat eskainiko dizugu.
Argitalpenaren ordua: 2022-10-20